Iranian Classification Society Rules

< Previous | Contents | Next >
Section 3-1 Anti-corrosive Paints
301. Application The requirements
coating or marine
in this Section apply to tests and inspections for the type approval of primer heavy duty coating upon request.
302. Data to be submitted
The following reference data are to be submitted to the Society in addition to those specified in
102.
(1) In-house inspection department, claim handling organization and inspection facilities
(2) Reference materials and data relating to the manufacturing process and quality control system: Blending details of key components (including the content of aluminium), matters relating to mixing and storage procedures.
(3) Matters relating to packaging, packing and shipment.
(4) Instructions for the application of the paint for which brand approval is made:
Surface preparation, required thickness of coat, painting procedure, and matters relating to drying
process and multiple coatings.
(5) In-house test results and real ship service experience of the paint brand for which approval is made. Approval certificates issued by other authorities, if any.
(6) Matters relating to falling ball impact test and explosion test.
303. Type tests
1. Test coupons
(1) Number of test coupons
Three each test coupons for each test item specified in Table 3.3.1 are to be prepared.
(2) Shape of test coupon
(A) Test coupon for physical properties test To conform to the requirements specified in Table 3.3.1.
(B) Test coupon for corrosion resistance test Standard shape of the test coupon is to be as shown in Fig 3.22.1. On one face of the test coupon, the paint of the brand under appro- val application, and on the other side thereof, the paint of ordinary brand (one each oil paint, vinyl and others) for comparative assessment are to be coated. Three test coupons coated on both side with the paint of brand under approval application and each one of test coupon coated with ordinary paint may be accepted as a alternative means. The final coat may be the paint of the brand under approval application or the comparative paint.
(C) Prior to the test the test specimen is to be stamped with the Society's brand.
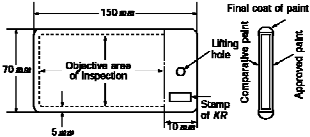
Fig 3.3.1 Test Coupon for Corrosion Resistance Test
(3) Surface treatment, primer paint and coating
The surface treatment and painting are to be carried out in accordance with the instruction sub- mitted under the provisions 302. (4). The film thickness of paint is to be of the minimum rec- ommended by the manufacturer.
![]()
2. Test details and acceptance criteria
(1) Approval test for the paint of the brand under approval application are to be carried out in the
presence of the Surveyor at the manufacturing plant and approval test items in Table 3.3.1.
(2) The testing procedures and acceptance criteria are to be as given in Table
case where these requirements are found impracticable due to special type considerations may be given.
are to be as given
3.3.1. However, in of paints, separate
(3) In case when materials other than salt water, crude oil and gasoline are scheduled to load in
the tank applied CoC, corrosion resistance test for the materials is to be carried out. The test method considered appropriate by the Society is to be applied.
(4) Gasoline immersion test, salt water/gasoline immersion test and salt water/crude oil immersion test may not be required for the paint used for sea water ballast tanks.
(5) During execution of the corrosion resistance tests, the Surveyor may attend and make inves-
tigation necessary for verification.
![]()
Table 3.3.1 Test details and acceptance criteria of anti-corrosive paints
Kind | Test item | Testing procedures | acceptance criteria |
Physical properties test | Cross-cut adhe- sion test (KS M ISO 2409) | The test coupon is to be of a mild steel plate of a suitable size for testing. With a sharp knife point the paint coat on the test coupon is to be pierced right down to the steel surface in both the horizontal and vertical directions at 25 places at 2 mm pitch. Stick adhesive tape on the squared-off area encompassed by the 5th vertical and the horizontal line and pull off the tape quickly to judge with the unaided eyes how much of the coat is left on the test coupon. | For a successful test, small peelings are oc- curred on squared-off area and the peeling-off area of three test cou- pons are to be within 5~15% of total test area. |
Erichsen test (KS B 0812, 5529) | A mild steel test coupon of approximately 100 mm × 90 mm × 0.8 mm coated on a single side is to be subjected to the Erichsen test with a punch diameter of 20 mm, pushing speed 0.1 mm/sec, and pushing distance 6 mm. | For a successful test, peeling-off area of at least two out of three test coupons are to be within 1.0 cm . | |
Falling ball impact test | A mild steel test coupon of approximately 200 mm × 100 mm × 4 mm coated on one side is to be fixed on a steel base with the painted surface facing upwards and subjected to falling ball im- pact test with a weight of 300 g dropped thrice from a height of 2.4 m. Thereafter the condition of the paint surface is to be checked after leaving the test coupon at room temperature for a period of one hour. | If cracks and peelings occur in two out of three test coupons and more, the test is not to be approved. | |
Flex cracking test (KS M 5000) | A 150 mm × 50 mm × 0.3 mm tinned plate is to be painted on one side and flexed through 180° at room temperature keeping the coated side as the outer side (flexing diameter 10 mm, flex- ing time approximately 1 second). | If cracks and peelings occur in two out of three test coupons and more, the test is not to be approved. | |
Corrosion resistance test | Salt water immersion test | The test coupon is to be immersed in a 5 % salt water kept at a temperature of 50 ± 5 °C over a period of 3,000 hours (except for CoC : 360 hours) or more. At such times as before im- mersion, 1,000th hour from the initiation of immersion (taking photographs only), and on completion of immersion, the film thickness of paint is to be measured and colour photographs are to be taken at each such time. | The acceptance criteria for the corrosion resist- ance tests are to be as given in Table 3.3.2. |
Gasoline immersion test | The test coupon is to be immersed in gasoline for 3,000 hours (except for CoC : 360 hours) under room temperature. At such time as before immersion, 1,000th hour from the initiation of immersion (taking photographs only), and on completion of im- mersion, the film thickness of paint is to be measured and col- our photographs are to be taken at each such time. |
![]()
Table 3.3.1 Test details and acceptance criteria of anti-corrosive paints (continued)
Kind | Test item | Testing procedures | acceptance criteria |
Corrosion resistance test | Hot water immersion test | Fill a container with tap water and heat it to a temperature 80 ± 5 °C and keep the test coupon immersed in it continuously for 1,000 hours (except for CoC : 168 hours) and then take it out and examine the condition of the paint. If there is no abnormality, the test coupon is to be examined after being left for 2 hours. The film thicknesses of paint before and after immersion are to be measured with colour pho- tographs taken. | The acceptance cri- teria for the corrosion resistance tests are to be as given in Table 3.3.2. |
Alternate salt water immersion test | After immersing in a 3 % salt water solution under room temperature for a period of 168 hours (7 days), the test coupon is to be taken out and left in air for 168 hours. Taking this as one cycle, the test cou- pon is to be subjected to 10 (except for CoC : 2) such cycles consecutively. The paint film thickness is to be measured and colour photographs of the test coupon are to be taken on completion of the 5th cycle and before immersion of the next attempt. | ||
Alternate gasoline/salt water immersion test | Two tanks respectively filled with 3 % salt water solution and gaso- line are to be prepared and the test coupon is to be immersed in ei- ther of them for a period of 168 hours (7 days) and then taken out and immersed in the other tank for another 168 hours. Considering this as one cycle, the process is to be repeated for 10 cycles (except for CoC : 2 cycles). Colour photographs and paint film thickness measurements before immersion, on the 5th cycle, and on completion of the test are to be taken. | ||
Alternate salt water/crude oil immersion test | Tests similar to (c) above are to be carried out with 3 % salt water solution and crude oil. Colour photographs and paint film thickness measurements before immersion, on the 5th cycle (only photograph is to be taken), and on completion of the test are to be taken. | ||
Salt water spray test (KS D 9502) | Continuous test with salt water spray is to be carried out for a period of 3,000 hours (except for CoC : 360 hours) or more. Colour photo- graphs and paint film thickness measurements before immersion, on the 1,000th hour, and on completion of the test are to be taken. | ||
Real ship tests | (A) The paints, which have passed the paint film performance tests successfully, are to be subjected to real ship tests. For the real ship and specific painting areas, the manufacturer may give in- structions after obtaining approval of the Society. The painting procedures and surface treatment are to be as instructed by the document under the provision 302. (4), and after application of the paints, visual inspection of paint coat, taking color photo- graphs are to be carried out in the presence of the Surveyor. In ships having a post-painting period of two years, visual in- spection, and taking of colour photographs are to be carried out at time of drydocking in the presence of the Surveyor. (B) If the paint has been applied to a ship which has already been put into service 2 years or more, this paint may be regarded as test sample in (A). (C) The primer coating does not require real ship tests. | Standard blistered or peeled off area of the paint coat is to be 1 % or less of the total painted area. | |
![]()
Table 3.3.2 Acceptance Criteria
Class of defects | Size of crack or blister (mm) | Coefficient of defect | No. of defects × coefficient of defect |
Total number of defects of three test coupons | |||
A (fine) | 1 or below | 3 | 10 or below |
B (small) | 1~2 | 5 | |
C (medium) | 2~3 | 7 | |
D (large) | 4 or more | 10 |
![]()
304. Manufacturer approval
![]()
The manufacturer is to be subjected to Manufacturer approval in accordance with Ch 6.
![]()